










- 产品名称:250吨快速液压冲床_250T数控液压压力机
- 推荐度:

山东威力重工设计生产C型结构数控液压冲床、框架式导轨精密液压冲床两种结构形式,300吨以内的冲压、落料、冲床等工艺推荐使用C型结构,如果工件台面较大也可设计为框架式液压冲床。。超过300吨以上液压冲床结构设计为框架式造价低,性能更好。采购定做250吨快速液压冲床_250T数控液压压力机咨询威力重工张经理:18306370898(可加微信)

250吨快速液压冲床生产车间

250吨C型单臂快速液压冲床

闭式导轨液压压力机冲床

快速液压冲床车间现货
组成结构:
1、250吨快速液压冲床_250T数控液压压力机主机部分包括机身、主缸、顶出缸及充液装置等。动力机构由油箱、高压泵、低压控制系统、电动机及各种压力阀和方向阀等组成。动力机构在电气装置的控制下,通过泵和油缸及各种液压阀实现能量的转换,调节和输送,完成各种工艺动作的循环。液压缸:将液压能转化为机械能液压传动是利用液体压力来传递动力和进行控制的一种传动方式。液压装置是由液压泵,液压缸,液压控制阀和液压辅助元件。
2、液压冲床采用了高性能的无级变速主轴及伺服传动系统,数控机床的极限传动结构大为简化,传动链也大大缩短。为适应连续的自动化加工和提高加工生产率,数控机床机械结构具有较高的静、动态刚度和阻尼精度,以及较高的耐磨性,而且热变形小。
3、为减小250吨快速液压冲床_250T数控液压压力机摩擦、消除传动间隙和获得更高的加工精度,更多地采用了高效传动部件,如滚珠丝杠副和滚动导轨、消隙齿轮传动副等。为了改善劳动条件、减少辅助时间、改善操作性、提高劳动生产率。
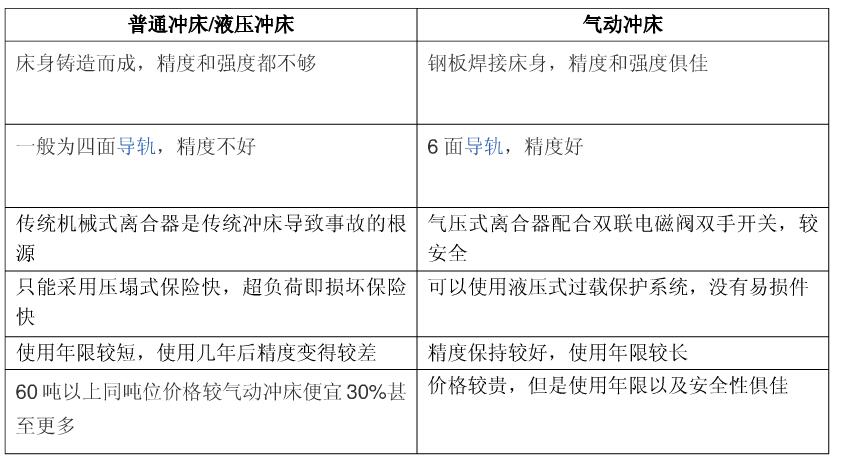
液压冲床与普通冲床区别:
液压冲床与普通冲床区别:
250吨快速液压冲床生产车间
250吨C型单臂快速液压冲床
闭式导轨液压压力机冲床
快速液压冲床车间现货
首要技术参数有:
(1)标称压力Fg(kN)及标称压力行程sg(mm)
标称压力Fg :
指滑块距下死点某一特定间隔(称标称压力行程sg )时滑块答应承受的大作用力。
标称压力角αg :
与标称压力行程对应的曲柄转角定义为标称压力角。
留意:只有在标称压力行程sg内,设备的作业能力才能达到Fg (或称额定压力)值。
标称压力系列:首要取优先数系列,如63、100、160、250、315kN …。
(2)滑块行程s(mm)
指滑块从上死点至下死点所通过的间隔,其值为曲柄半径的两倍。一般滑块行程随设备标称压力值的添加而增大;部分压力机行程是可调的。
(3)滑块行程次数n(1/min)
指连续工作方式下滑块每分钟能往返的次数,与曲柄转速对应。通用液压压力机设备越小,行程次数越大;250吨快速液压冲床_250T数控液压压力机行程速度是可调的。
(4)大装模高度H(mm)及装模高度调理量ΔH(mm)
大装模高度H:
指装模调理装置将滑块调理至上方位时,滑块鄙人死点时滑块下表面到作业台板(垫板)上表面的间隔。与装模高度并行的规范还有关闭高度,它指滑块鄙人死点时,滑块下表面与压力机工作台上表面的间隔。
模具闭合高度是指模具在低工作方位时,上模座上平面至下模座下平面之间的间隔。 理论上介于大装模高度和小装模高度之间,但实际上需要扣除极限方位。
(5)工作台尺度
包括工作台平面尺度和工作台漏料孔尺度。
(6)模柄孔尺度
首要针对250吨快速液压冲床_250T数控液压压力机,用于固定上模。
数控液压冲床精度标准判定:
1、250吨快速液压冲床_250T数控液压压力机实际精度需要一系列的检测才能测量出是否符合要求,主要检测项目包含五大项:
2、液压冲床工作台面上表面与滑块下表面的真值度。
3、滑块下表面与台面上表面之间的平行度
4、滑块上下往复运动与台面上面的垂直度。
5、模柄孔与滑块下表面的直角度。
上一篇:上一篇:C型125吨快速液压冲床
下一篇:下一篇:200吨数控液压压力机_200t导轨闭式液压冲床
相关产品:




